Wij hebben de 10 meest gestelde vragen voor u verzameld over het spiegellassen van kunststof;
- Wat verstaat men onder spiegellassen?
- Welke kunststoffen kunnen met spiegellassen gelast worden?
- Wanneer kiest men voor spiegellassen?
- De lasrand vind ik niet altijd mooi, kan dat worden voorkomen?
- Kan spiegellassen wel nauwkeurig op maat?
- Hoe sterk is een spiegellas?
- Waarom kost een spiegellas doorgaans meer dan een ultrasoon las?
- Heb je altijd een machine nodig om te spiegellassen?
- Kan je wel spiegellassen wanneer de producthelften niet echt vlak zijn?
- Waar moet ik op letten wanneer we gaan spiegellassen?
De antwoorden op deze vragen kunt u in het blog artikel De 10 meest gestelde vragen over spiegellassen vinden.
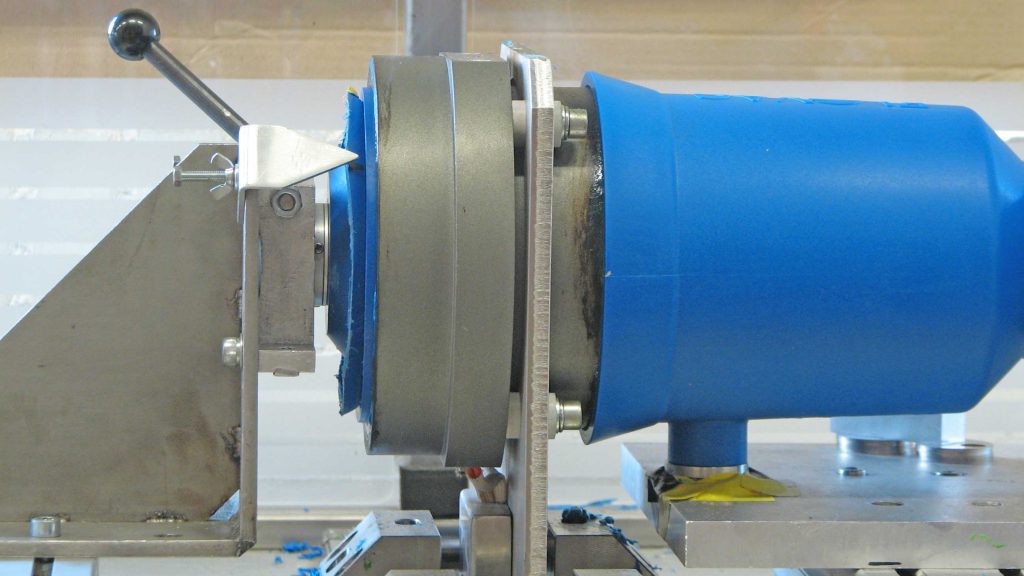
Wat verstaat men onder spiegellassen?
Spiegellassen (engels: hot plate welding) is een kunststoflasproces waarbij twee kunststof delen aan elkaar worden bevestigd door ze te versmelten. Een kenmerk van het spiegellassen is dat er geen lasmiddel wordt toegevoegd. Het lassen gebeurt door de contactvlakken, nadat deze door verhitting plastisch-vloeibaar zijn geworden, tegen elkaar te drukken. Hierdoor versmelten ze.
Welke kunststoffen kunnen met spiegellassen gelast worden?
Het spiegellassen kan in principe met elk materiaal worden toegepast dat een faseovergang van vast naar vloeibaar kent. De mate waarin deze faseovergang zich manifesteert (als gevolg van de temperatuur) wordt uitgedrukt met de Melt Flow Index of Melt Flow Rate. De ideale MFI om te kunnen spiegellassen ligt rond de 10. Kleiner dan 1 is extrusie kwaliteit. Groter dan 20 wordt moeilijk omdat kunststof letterlijk water wordt. Kunststoffen die goed verwerkt kunnen worden met spiegellassen zijn bijvoorbeeld: PS, ABS, PVC, POM, PE, PP, EPP. (Zonder andere kunststoffen uit te sluiten!)
Wanneer kiest men voor spiegellassen?
Doorgaans kiest men voor spiegellassen wanneer andere snellere methodes niet mogelijk zijn. Dit kan zijn oorzaak hebben in de kunststof (andere methodes zijn niet mogelijk), de vorm (de lasrand is niet recht maar heeft een relatief groot niveau-verschil) of in de afmeting. Spiegellassen is de oudste en traagste methode van lassen. Afmetingen van het lasoppervlak zijn niet relevant. (er worden pijpen met een doorsnede van 3,5 meter gelast). Ook de wanddikte is niet relevant. Procestijden variëren van 30 seconden tot enkele uren.
De lasrand vind ik niet altijd mooi, kan dat worden voorkomen?
Zeker kan dat worden voorkomen, hoewel de vorm van deze uittreding van de plastisch-vloeibare geworden kunststof een hele goede indicator is van de kwaliteit van de las. Bij het lassen van bijvoorbeeld PU helpt het materiaal ons het materiaal krimpt namelijk bij verwarming en is er daarom geen uittreding. Wanneer deze uittreding niet wenselijk is kan deze worden verwijderd met de hand (voorbeeld: kunststof kozijnen) of machinaal. Ook bestaat er een goede mogelijkheid om deze uittreding te maskeren door in het design van de delen een voorziening te treffen waar de uittreding onzichtbaar voor het oog in verdwijnt.
Ondanks dat er op internet met betrekking tot de maatvoering wordt gesproken over een onnauwkeurig resultaat, kan spiegellassen heel erg goed op maatvoering worden gelet. Afhankelijk van de nauwkeurigheid van de aangeleverde materialen is de reproduceerbaarheid zonder extra maatregelen erg hoog. Wanneer er met een spiegellas-machine gelast wordt kan het proces dermate onder controle worden gebracht dat de maatvoering binnen de 0,1 mm nauwkeurig kan worden gehouden. Hiervoor zijn wel extra voorzieningen noodzakelijk.
Hoe sterk is een spiegellas?
De sterkte is afhankelijk van belasting en daarmee van de gekozen constructie. Een las belast op schuiven is het sterkst, daarna komt lineaire trekkracht en het zwakst is een las die op pellen wordt belast. Maar houdt u er rekening mee dat de sterkte van een las is in principe nooit sterker is dan 80% van het materiaal als zou deze niet gelast zijn. Dit komt omdat er een menging van de moleculen heeft plaats gevonden over een betrekkelijk kleine diepte in het materiaal bij de las (1 á 2 mm). Wanneer de las dan ook nog eens mechanisch wordt belast (continu trillen en schokken, krimpen en uitzetten), moet er veiligheidshalve rekening worden gehouden met een maximale sterkte van de las van 25%.
Waarom kost een spiegellas doorgaans meer dan een ultrasoon las?
Wanneer we de machinekosten even buiten beschouwing laten, zal de bewerkingskosten afhankelijk zijn van de cyclustijd. De cyclustijden van spiegellassen is een minuten kwestie, terwijl die van ultrasoon lassen een seconden kwestie is. . . . En tijd is nou eenmaal geld.
Heb je altijd een machine nodig om te spiegellassen?
Een machine is alleen nodig als een gegarandeerd reproduceerbaar resultaat wordt verlangd die onafhankelijk is van de operator. Maar ook met een professionele handspiegel is een kwalitatief heel goede las mogelijk, mits de operator een goede oog-handcoördinatie heeft en over een langere tijd constant kan werken.
Kan je wel spiegellassen wanneer de producthelften niet echt vlak zijn?
Het is een feit dat de vlakheid van de producthelften bepalend is voor de totale kwaliteit en maatvoering van het eindproduct. De vlakheid zorgt voor direct contact met de spiegel, dat is de voorwaarde om te gaan doorsmelten. Het proces van spiegellassen begint altijd met het vlak smelten van de beide delen. Dit vlaksmelten is maar beperkt mogelijk. (Bij het lassen van pijpen wordt eerst een schaaf langs het oppervlak gehaald met als resultaat een schoon en vlak oppervlak). Pas wanneer de beide delen vlak zijn, kan echt begonnen worden met het opwarmen en doorwarmen van de kunststof delen om deze voldoende plastisch-vloeibaar te krijgen om te kunnen verbinden. Hoe meer tijd moet worden genomen om de delen vlak te krijgen, des te meer (onregelmatige) uittreding er ontstaat en des te dieper er gelast wordt.
Waar moet ik op letten wanneer we gaan spiegellassen?
Overleg eerst met de specialist voordat het product definitief wordt gemaakt. Zo ontstaat de grootste kans op een reproduceerbaar sterk eindproduct.
Meer weten? Reactie en vragen
We ontvangen graag je reactie en vragen. En vond je dit artikel interessant? Vergeet het dan niet te delen. Meer weten over kunststof verbinden of kunststof lassen? Neem dan contact met ons op!